
ITECH Development Limited
爱迪技术发展有限公司
HK Tel:(00852)3547 0245
SZ Tel:(0755) 8969 1285
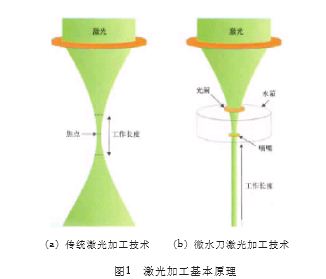
几千年来"水火不融"的观念于1993年被瑞士杰出的科学家Dr.Bernold Richerzhagen打破。他巧妙地结合水刀技术和激光技术的优点,创造出微水刀激光(Laser Micro Jet)。更精确的说法是水导激光(Water Jet Guided Laser)。他将激光聚焦后导入比发丝还细的微水柱中,从而引导光束,并冷却工件,消除了传统激光热影响区(Heat Affected Zone)过大的缺陷。大大提高了激光切割的质量,因而非常适合半导体、医疗器材、电子、航天等高精密、高洁净要求的加工。
从图l可看出激光束(Laser Beam)由上方导入,经过聚焦镜及水腔(Water Chamber)的窗户进入,聚焦于喷嘴(Nozzle)的圆心.
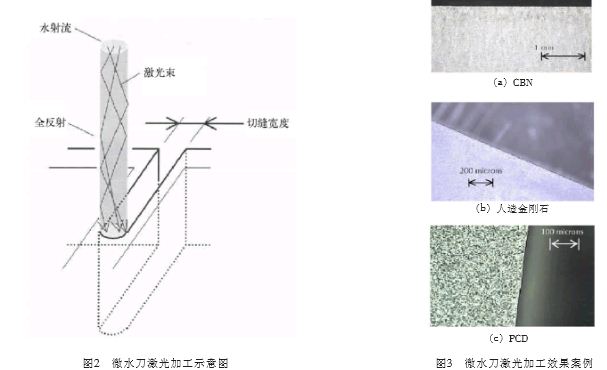
低压纯净水从水腔左边进入,经钻石喷嘴(Diamond Nozzle)上的微孔喷出。由于喷嘴考虑到流体力学的设计,出来的水柱像光纤一样既直又圆。水柱的直径根据喷嘴孔径而异,一般比人的头发还细,有100~30 μm多种规格。激光被导入水柱中心,利用微水柱与空气界面全反射的原理,激光将沿着水柱行进。在水柱维持稳定不开花的范围内都能进行加工。通常有效的工作距离为喷嘴孔径的l 000倍。如喷嘴为100 μm,则其有效工作距离为1 00mm。这是传统激光所望尘莫及的,因为传统激光只能在焦点处加工。激光光源可选配不同的波长,只要该波长的能量不会被水吸收即可。精密加工常用的波长,1 064~355 nm。
另外,用于微加工的激光几乎都是脉冲激光(Pulsed Laser),传统激光不论是脉冲或连续,总会有能量残留在切割道上,该能量的累积和传导是造成烧伤切割道旁热损伤的主要原因。而微水刀激光因水柱的作用,将每个脉冲残留的热量迅速带走,不会累积在工件上,因此切割道干净利落。热影响区的困扰得到大幅改善。因此,Laser MicroJet技术才适用于半导体等高精密的应用。
特点
相对于传统激光,微水刀激光有很多显著的特点。如无热影响区(Zero Heat Affected Zone),完全不烧伤工件,切割道干净利落、无熔渣、无毛刺、无热应力、无机械应力、无污染,极适合半导体、电子、医疗、航天等高精密器件切割加工。
微水刀激光适用于从金属到其合金的多种材料,如不锈钢、钛、钼、镁、镍、铜、Invar等,以及硅(Silicon)、锗(Ge)、砷化镓(GaAs)等半导体材料,乃至碳化硅(Sic)、CBN、钻石、陶瓷、橡胶……软硬通吃。甚至可同时切割橡胶及不锈钢片而不烧伤橡胶层,这在传统激光是完全不可能的事情。
该项技术可用于切割、钻孔、挖槽、打印、表面热处理等多项极细微及复杂的形状加工。超薄硅片(Ultra Thin Silicon Wafer)切割速度比传统钻石刀快5~10倍,并且可以切任意形状,功能超强,在半导体芯片切割的应用上,突破了多年来芯片划片只能走直线的桎锢。从此设计者可以毫无限制地发挥其创意。
从图2、图3两张不锈钢切割的照片可清楚地看出热影响区(HAZ)大小所造成的差异。传统激光因热影响区过大,无法进行精微切割,大大限制了其应用领域。
 |
微水刀激光(Laser Micro Jet)以其优异的断热切割技术,大幅开拓精密微加工的领域,催生了许多新产品、新工艺。
低介电系数材料和超薄晶圆的划片问题
原来只用于高阶产品的超薄晶圆(Ultra thin wafer)已经越来越普及,而且越来越薄。处理超薄晶圆不仅是Silicon substrate本身厚度的问题,在加上许多硬脆易碎及延展性高的金属Pad后,问题更加复杂。钻石刀片既使小心翼翼地切过Silicon substrate,但金属层的碎屑却可能包粘在钻石颗粒上,使切削能力大打折扣。此时若维持进刀速度,必然造成破片断刀的结果。各主要划片机厂,如Disco、TSK.等均转向激光,由此可见机械方式已经到了克服不了的困境。不幸的是激光也有激光的问题。在此,就钻石刀片,传统激光及微水刀激光的特性探讨如下:
钻石刀片
易造成wafer表面崩边或龟裂。遇金属层易断刀破片,切割速度慢,破片率高。但在切割Silicon substrate时断面平整,深度控制容易。在使用DAF(Die Attach Film)时可正好切穿DAF而不伤Blue Tape。
传统激光
传统激光(Conventional Laser)或称干式激光(Dry Laser),因为热影响区的问题未克服,仅能用在低阶芯片,如太阳能芯片等。采用3倍频方式虽然有改善,但也只能划划线。如果切穿同样烧伤芯片和DAF及Blue Tape。
微水刀激光
可以轻易去除切割道表层材料及Silicon substrate。切割超薄片(50 μm)时速度比diamond saw快数倍。缺点为与干式激光同样会烧坏DAF,切割断面不如机械磨削光滑。
从上述看来各有所长,也各有缺陷。
解决方案
既然没有十全十美的方法,只好退而求其次。对Diamond Saw而言,难解决的是Wafer的表层材料。对微水刀激光而言,头痛的是会烧坏DAF。因此如各取所长,分成2个步骤处理,就差强人意。
首先用微水刀激光划浅浅的一刀,加工手段上称之为开槽(Grooving),以清除切割道上所有的材料,不管是金属或易碎材料。微水刀激光可以选用与切割道(Cutting Street)同宽的喷嘴,像推土机一样一次推掉表层上各种找麻烦的材料,露出Silicon Substrate。再接着用Diamond Saw切穿silicon substrate和DAF,并刚好停在 Blue Tape表面上。
因为Grooving 只能去除表层几十微米的深度,微水刀激光可以250 mm/s的高速进行。就生产线的平衡来看,一台微水刀激光系统需至少5台以上Diamond Saw与之配合才消化得掉。
从设备投资的角度来看,这似乎是最有效益的方式。不仅不会因为引进新设备而闲置旧机器,反而会提高产能,真正相辅相成,相得益彰。
微水刀激光尚可从事异型晶粒切割,打通孔或盲孔等钻石刀具作不了的事情